Amine Sweetening Systems
Natural gas streams may contain corrosive gases like hydrogen sulphide and carbon dioxide which require to be removed before the gas goes for further processing. Amine contactors remove these gases from the natural gas streams and make it suitable for downstream processing.
Amine treatment plants
The process used most often for removal of carbon dioxide (CO2) and hydrogen sulfide (H2S)
from natural gas also referred to as acid gas removal or gas sweetening is the amine
process. This is a continuous process where acid gas compounds are selectively absorbed
from the gas stream under conditions of high pressure and moderate temperature.
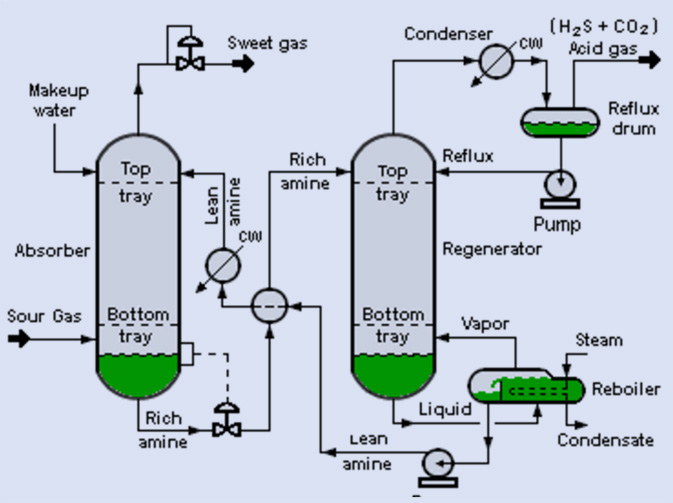
How Does It Work ?
Sour gas enters the contactor tower and rises through the descending amine solution, purified
gas flows from the top of the tower. The amine solution, carrying absorbed acid gases, leaves
the tower for the heat exchanger. Rich amine is heated by hot regenerated lean amine in the
heat exchanger. The rich amine is further heated in the regeneration still column, by heat
supplied from the reboiler, the steam rising through the still liberates H2O and CO2 regenerating
the amine.
Steam and acid gases separated from the rich amine are condensed and cooled, respectively in the reflux condenser. Condensed steam is separated in the reflux accumulator and returned to the still. Acid gases may be vented or directed to a sulphur recovery system and the hot regenerated lean amine is cooled in a solvent aerial cooler and circulated to the contactor tower thus completing the complete cycle.
Finepac provides the following products for efficient acid gas removal in amine processing systems